Nguyễn Văn Thành, KP9 , Chánh Phú Hòa, Bến Cát, Bình Dương


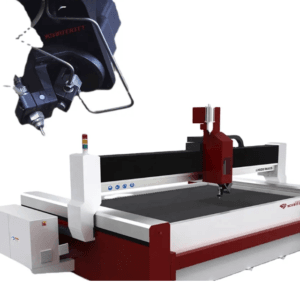
Các Lỗi Máy CNC EXTRON Thường Gặp Và Cách Sửa Chữa Thực Tế Của Namfare Sửa CNC Bình Dương
Mô tả
Tại Namfare, chúng tôi đã tiếp nhận và xử lý hàng trăm ca sửa chữa máy CNC EXTRON trong thực tế vận hành tại xưởng. Dưới đây là những lỗi điển hình nhất mà khách hàng thường gặp phải, kèm theo giải pháp khắc phục cụ thể từ đội kỹ thuật Namfare.
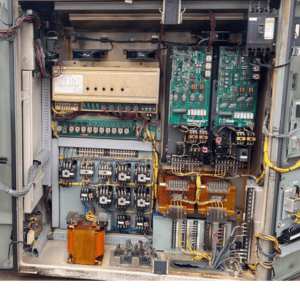
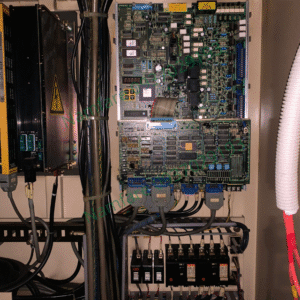
1. Máy CNC EXTRON khởi động không lên – mất nguồn toàn hệ thống
Biểu hiện:
Nhấn nút nguồn nhưng không có tín hiệu, màn hình không sáng.
Quạt nguồn không hoạt động, không nghe tiếng relay đóng mạch.
Không có đèn báo ở tủ điện.
Nguyên nhân thường gặp:
Hỏng bộ nguồn chính (PSU).
Cháy cầu chì bảo vệ hoặc relay nguồn.
Lỗi mạch cấp nguồn bo CNC hoặc mất pha điện 3 chiều.
Cách sửa chữa thực tế tại Namfare:
Kiểm tra điện áp đầu vào và kiểm tra tiếp điểm relay.
Đo đạc nguồn cấp vào bộ điều khiển CNC.
Thay mới bộ nguồn nếu bị quá tải – sử dụng nguồn tương thích 24V hoặc 5V chuyên dụng cho EXTRON.
Vệ sinh toàn bộ hệ thống tủ điện, siết lại tiếp điểm, loại bỏ hiện tượng oxi hóa do môi trường.
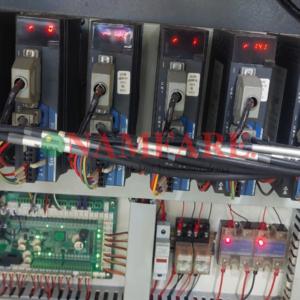
2. Máy EXTRON báo lỗi “Servo Alarm”, “Over Travel” hoặc “Emergency Stop”
Biểu hiện:
Màn hình hiển thị lỗi servo hoặc dừng khẩn cấp.
Không di chuyển được trục, không thao tác được G-code.
Các trục đứng yên hoặc rung nhẹ khi reset.
Nguyên nhân thường gặp:
Lỗi driver servo hoặc mất tín hiệu từ encoder.
Hành trình vượt quá giới hạn thiết lập trên máy.
Công tắc giới hạn hành trình bị kẹt.
Board điều khiển mất xung phản hồi từ trục.
Giải pháp xử lý:
Cài đặt lại giới hạn phần mềm trên hệ điều khiển CNC.
Kiểm tra và thay thế công tắc giới hạn hành trình.
Thay driver servo nếu phát hiện chết công suất.
Kiểm tra xung encoder, căn chỉnh lại đầu đọc.
3. Máy chạy sai tọa độ, gia công bị lệch kích thước
Biểu hiện:
Gia công chi tiết không đúng kích thước.
Lỗ khoan hoặc biên dạng bị lệch vị trí.
Đo kiểm tra thấy sai số từ 0.2–1.0 mm tùy trục.
Nguyên nhân thường gặp:
Vitme trục bị rơ, ray trượt bị mòn.
Encoder hỏng hoặc mất tín hiệu xung phản hồi.
Mất tham chiếu zero máy (zero máy và zero chi tiết không đồng bộ).
Trục bị trượt cơ học hoặc lệch góc gắn motor.
Cách khắc phục tại Namfare:
Hiệu chuẩn lại toàn bộ hệ tọa độ G54 – G59.
Kiểm tra khe hở vitme và bạc đạn trục.
Căn chỉnh lại encoder theo chuẩn nhà máy.
Lập trình lại bù dao, bù vị trí trong hệ điều khiển.
4. Spindle bị yếu, rung hoặc không quay
Biểu hiện:
Trục chính quay yếu, có tiếng hú hoặc rung lắc bất thường.
Máy tự ngắt khi bắt đầu cắt vật liệu.
Spindle nóng nhanh, không tải vẫn báo lỗi.
Nguyên nhân phổ biến:
Hỏng biến tần điều khiển spindle.
Lệch trục chính, bạc đạn bị mòn.
Cáp nguồn đến spindle bị đứt ngầm.
Spindle đã cháy cuộn hoặc ngắn mạch.
Giải pháp sửa chữa:
Kiểm tra nhiệt độ và dòng tải thực tế khi chạy spindle.
Đo điện trở cuộn dây, nếu lệch phải thay thế spindle.
Thay mới vòng bi spindle và cân lại trục.
Cập nhật firmware biến tần, hoặc thay mới nếu hỏng.
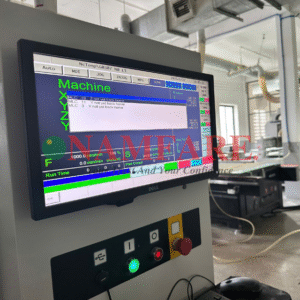
5. Mất tín hiệu hoặc lỗi phần mềm điều khiển (Fanuc, Mitsubishi, Syntec)
Biểu hiện:
Màn hình trắng, hoặc hiện lỗi không tải được chương trình.
Không giao tiếp được với máy tính khi nạp G-code.
Lỗi khởi động hoặc treo màn hình khi chạy chương trình.
Nguyên nhân thường gặp:
Hỏng bo mạch CPU, RAM, hoặc cổng giao tiếp RS232.
Hệ điều hành bị lỗi file hệ thống hoặc phần mềm điều khiển.
Bảng I/O bị lỗi xung, mất tín hiệu phản hồi.
Cách xử lý thực tế:
Cài lại phần mềm điều khiển từ thẻ nhớ nội bộ.
Reset hệ thống theo chuẩn của EXTRON.
Thay main điều khiển nếu hỏng nặng.
Kiểm tra dây tín hiệu truyền từ máy tính đến hệ điều hành máy.
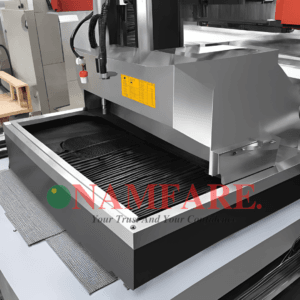
6. Tiếng kêu lạ từ trục hoặc máy rung khi gia công
Biểu hiện:
Có tiếng “lạch cạch”, “gào” hoặc “rè rè” khi chạy.
Máy rung mạnh khi thay đổi tốc độ cắt.
Chất lượng bề mặt chi tiết bị gợn, có vết dao.
Nguyên nhân:
Bạc đạn ray trượt bị khô, mòn.
Trục bị lệch khi gá đặt hoặc va chạm mạnh.
Vitme thiếu dầu hoặc kẹt do bụi bẩn.
Đế gá chi tiết không vững, dẫn đến dao cắt rung.
Khắc phục thực tế:
Vệ sinh và bôi trơn toàn bộ ray trượt và vitme bằng mỡ chuyên dụng.
Căn chỉnh lại độ đồng trục giữa động cơ và trục chính.
Siết chặt lại các điểm cố định, kiểm tra gối đỡ, bệ máy.
Tư vấn khách hàng thay vật tư mòn hoặc cải thiện gá đặt.
7. Mất kết nối với máy tính, không nạp được chương trình
Biểu hiện:
Không nạp được G-code.
Phần mềm CAM báo lỗi khi truyền chương trình.
Máy không nhận USB hoặc cổng mạng.
Nguyên nhân:
Hỏng cổng giao tiếp RS232/USB.
Máy tính không tương thích phần mềm giao tiếp.
Lỗi thiết lập baudrate, stopbit.
Sửa chữa:
Kiểm tra dây tín hiệu, cổng giao tiếp, thay mới nếu lỗi phần cứng.
Thiết lập lại thông số truyền trong phần mềm máy.
Sử dụng máy tính có driver tương thích.
Cam kết từ Namfare khi sửa chữa máy CNC EXTRON
Chẩn đoán đúng bệnh – sửa đúng lỗi – báo đúng giá.
Linh kiện thay thế chính hãng hoặc tương đương chất lượng cao.
Thời gian xử lý nhanh, có thể sửa tại xưởng hoặc mang về phòng kỹ thuật.
Hướng dẫn sử dụng – bảo dưỡng sau sửa chữa.
Bảo hành 3–12 tháng tùy linh kiện, hỗ trợ 24/7.
No source No source present at the input. Check input connections; is
there an output on the loop
through connector?
Critical, reporting
Bad source syncs Source is present, but
unrecognized due to bad sync
measurement.
Critical, reporting
No SDI source
lock
Source is present, unable to lock.
Applicable to the
VN‑Matrix 300 / 325,
ignore for VN‑Matrix 200 / 225.
Critical, reporting
Unsupported SDI
mode
Source is present, mode not
supported.
Applicable to the
VN‑Matrix 300 / 325,
ignore for VN‑Matrix 200 / 225.
Critical, reporting
Unsupported
mode
Source is present, mode not
supported.
Critical, reporting
Bad source Critical, reporting
Analog phasing
error
Warning, reporting
Hardware
encoding error
The hardware is unable to encode
the input signal.
Critical, reporting
Unsupported
audio source
Critical, reporting
Data rate overload The compressed data rate is too
high.
Increase the compression or
reduce the required bit rate.
Critical, reporting
Network overload The network is dropping too
many packets.
Warning, reporting
VNM Recorder • About Alarms 60
Alarm Type Description — Decoder
Alarm Type Description Action Default Settings
No decoder video
data
Indicates that there is a valid
connection, no video data
present. Usually accompanied by
“no source data stream” message
in the web interface.
Warning, reporting
No decoder mode No matching decoder mode for
the incoming stream.
Warning, reporting
No source report Unable to detect the format of
the received data stream.
Warning, reporting
Recovered audio Warning, reporting
No decoder audio
data
Warning, reporting
Bad audio at decoder Warning, reporting
Bad audio PLL Warning, reporting
Video network
packets dropped
Excessive network packet loss has
occurred.
Warning, reporting
Decoder buffer
overflow
The incoming data rate is high;
reduce the pipeline delay.
Warning, reporting
Decoder buffer
underflow
The incoming data rate is too low;
increase the pipeline delay.
Warning, reporting
Bad video PLL The decoder cannot synchronize
to the video data.
Warning, reporting
No decoder ANC data The decoder is not receiving any
embedded audio (ancillary) data.
Warning, reporting
Missing ANC at
decoder
The Decoder is receiving poor
quality ANC data.
Warning, reporting
Recovered ANC Error correction has recovered
corrupted / missing ANC.
Warning, reporting
No genlock source
present
Indicates that genlock is enabled,
but that there is no genlock
source connected.
Connect a valid genlock
signal.
Warning, reporting
No genlock source
lock
Indicates that a signal is present
on the genlock connector, but it is
not within the expected range.
Check the format of the
genlock signal.
Warning, reporting
Genlock source
mismatch
Indicates that the timing of the
genlock signal does not match the
format of the decoded source.
Connect a valid genlock
signal.
Warning, reporting
Alarm Type Description — System Controller
Alarm Type Description Action Default Settings
Bad device The controller is unable to contact
the specified device. The device is
not available or has failed.
Note that this alarm is only
generated on the controller.
Check the device in question.
Is power applied?
Is the network cable or
network connection present?
Has the unit been removed