Nguyễn Văn Thành, KP9 , Chánh Phú Hòa, Bến Cát, Bình Dương






Sửa Máy CNC Moriseiki Lỗi Hư Main Mất Dữ Liệu – Dịch Vụ Sửa Chữa Main Fanuc OM 10M 11M 15M 16 18 21
Mô tả
1. Xác Định Vấn Đề
– Nhận diện lỗi :
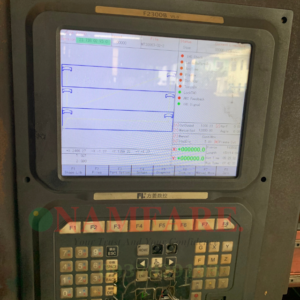
– Mã lỗi : Ghi lại bất kỳ mã lỗi hoặc thông báo nào hiển thị trên màn hình của máy CNC. Điều này có thể cung cấp thông tin cụ thể về vấn đề.
– Dấu hiệu : Ghi nhận các dấu hiệu như máy không khởi động, màn hình không hiển thị, hoặc các lỗi khác liên quan đến bo mạch chính (main board) và dữ liệu.
– Kiểm tra nguồn điện :
– Nguồn điện ổn định : Đảm bảo máy CNC đang được cấp nguồn điện ổn định. Sự cố về nguồn điện có thể ảnh hưởng đến hoạt động của máy.
2. Xử Lý Lỗi Hư Main
– Khởi động lại máy :
– Cách thực hiện : Tắt máy CNC hoàn toàn, đợi vài phút rồi bật lại. Đôi khi việc khởi động lại có thể giải quyết các lỗi tạm thời.
– Kiểm tra kết nối :
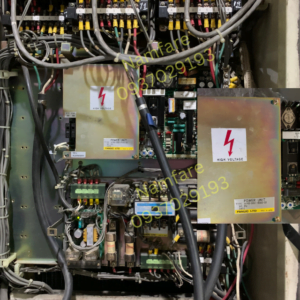
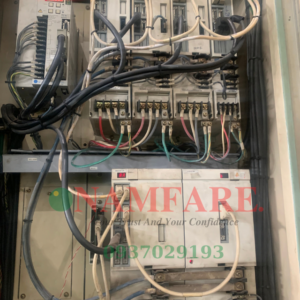
– Kiểm tra cáp : Mở tủ điều khiển của máy CNC và kiểm tra tất cả các cáp kết nối đến bo mạch chính. Đảm bảo rằng không có cáp nào bị lỏng hoặc bị hỏng.
– Kết nối chặt chẽ : Đảm bảo rằng tất cả các đầu nối và cáp kết nối đều được cắm chặt và không có dấu hiệu ăn mòn hoặc hỏng hóc.
– Vệ sinh bo mạch :
– Kỹ thuật : Sử dụng khí nén hoặc bàn chải mềm để loại bỏ bụi bẩn từ bo mạch chính. Hãy cẩn thận để tránh làm hỏng các linh kiện nhạy cảm.
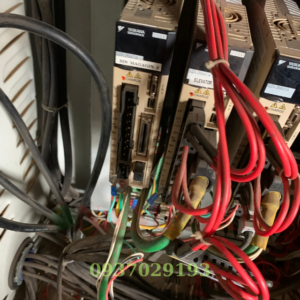
– Kiểm tra linh kiện :
– Kiểm tra dấu hiệu hư hỏng : Kiểm tra các linh kiện trên bo mạch chính như tụ điện, điện trở, và vi mạch để tìm dấu hiệu hư hỏng (chẳng hạn như tụ điện bị phồng, vỡ).
– Đo kiểm : Sử dụng đồng hồ đo để kiểm tra các linh kiện quan trọng nếu bạn có kỹ năng và thiết bị phù hợp.
3. Khôi Phục Dữ Liệu
– Sao lưu dữ liệu :
– Dữ liệu đã sao lưu : Nếu bạn đã sao lưu dữ liệu trước đó, hãy khôi phục từ bản sao lưu. Thực hiện theo hướng dẫn của hệ thống sao lưu dữ liệu để khôi phục cài đặt và dữ liệu đã mất.
– Khôi phục cài đặt gốc :
– Hướng dẫn từ nhà sản xuất : Thực hiện khôi phục cài đặt gốc theo hướng dẫn từ nhà sản xuất. Bạn có thể cần sử dụng các phương tiện cài đặt hoặc đĩa khôi phục đi kèm với máy.
– Hỗ trợ kỹ thuật :
– Liên hệ với Công ty Chúng tôi Namfare : Nếu không có bản sao lưu và không thể khôi phục dữ liệu, liên hệ với bộ phận hỗ trợ kỹ thuật của namfare để được hỗ trợ khôi phục dữ liệu.
4. Tìm Dịch Vụ Sửa Chữa
– Trung tâm dịch vụ :
– Tìm kiếm trung tâm : Tìm một trung tâm dịch vụ sửa chữa máy CNC có kinh nghiệm với các máy của Moriseiki. Bạn có thể tìm kiếm trực tuyến hoặc yêu cầu giới thiệu từ các đồng nghiệp trong ngành.
– Dịch vụ địa phương :
– Kỹ thuật viên địa phương : Tìm kiếm các kỹ thuật viên sửa chữa máy CNC địa phương có kinh nghiệm với máy Moriseiki. Đảm bảo rằng họ có kiến thức và kỹ năng để xử lý các vấn đề liên quan đến bo mạch chính và dữ liệu.
5. Phòng Ngừa và Bảo Trì
– Bảo trì định kỳ :
– Kiểm tra thường xuyên : Thực hiện bảo trì định kỳ cho máy CNC, bao gồm kiểm tra và vệ sinh bo mạch, kiểm tra các kết nối và linh kiện. Điều này giúp ngăn ngừa các sự cố tương tự trong tương lai.
– Sao lưu dữ liệu :
– Thiết lập sao lưu : Thiết lập hệ thống sao lưu dữ liệu định kỳ để đảm bảo rằng bạn luôn có bản sao lưu của dữ liệu quan trọng. Điều này giúp bạn khôi phục dữ liệu nhanh chóng trong trường hợp máy gặp sự cố.
Nếu bạn cần thêm thông tin hoặc hướng dẫn cụ thể, hãy liên hệ với bộ phận hỗ trợ kỹ thuật của Namfare để được trợ giúp.
Fanuc 15i Model B Alarm List:
| Number | Message | Contents |
| PS0001 | AXIS CONTROL MODE ILLEGAL | Illegal axis control mode |
| PS0003 | TOO MANY DIGIT | Data entered with more digits than permitted in the NC instruction word. The number of permissible digits varies according to the function and the word. |
| PS0006 | ILLEGAL USE OF MINUS SIGN | A minus sign (–) was specified at an NC instruction word or system variable where no minus signal may be specified. |
| PS0007 | ILLEGAL USE OF DECIMAL POINT | A decimal point (.) was specified at an address where no decimal point may be specified, or two decimal points were specified. |
| PS0010 | IMPROPER G–CODE | An illegal Code was specified. |
| PS0011 | IMPROPER NC–ADDRESS | An illegal address was specified, or parameter 1020 is not set. |
| PS0012 | INVALID BREAK POINT OF WORDS | NC word(s) address + numerical value not in word format. This alarm is also generated when a custom macro does not contain a reserved word, or does not conform to the syntax. |
| PS0013 | ILLEGAL POS. OF PROGRAM NO. | Address O or N is specified in an illegal location (e.g. after a macro statement). |
| PS0014 | ILLEGAL FORMAT OF PROGRAM NO. | Address O or N is not followed by a number. |
| PS0015 | TOO MANY WORD IN ONE BLOCK | The number of words in a block exceeds the maximum. The maximum is 26 words. However, this figure varies according to NC options. Divide the instruction word into two blocks. |
| PS0016 | EOB NOT FOUND | EOB (End of Block) code is missing at the end of a program input in the MDI mode. |
| PS0017 | ILLEGAL MODE FOR GOTO/WHILE/DO | A GOTO statement or WHILE–DO statement was found in the main program in the MDI or DNC mode. |
| PS0059 | COMMAND IN BUFFERING MODE | The manual intervention compensation request signal MIGET became “1” when a SAKIYOMI block was found during automatic operation. To input the manual intervention compensation during automatic operation, a sequence for manipulating the manual intervention compensation request signal MIGET is required in an M code instruction without buffering. |
| PS0060 | SEQUENCE NUMBER NOT FOUND | The specified sequence No. was not found during sequence number search.The sequence No. specified as the jump destination in GOTO–– and M99P–– was not found. |
| PS0076 | PROGRAM NOT FOUND | The specified program is not found in the subprogram call, macro call or graphic copy.The M, G, T or S codes are called by a P instruction other than that in an M98, G65, G66, G66.1 or interrupt type custom macro, and a program is called by a No. 2 auxiliary function code.This alarm is also generated when a program is not found by these calls. |
Fanuc 15i Model B Alarm List:
| Number | Message | Contents |
| PS0077 | PROGRAM IN USE | An attempt was made in the foreground to execute a program being edited in the background.The currently edited program cannot be executed, so end editing and restart program execution. |
| PS0079 | PROGRAM FILE NOT FOUND | The program of the specified file No. is not registered in an external device. (external device subprogram call) |
| PS0080 | DUPLICATE DEVICE SUB PROGRAM CALL | Another external device subprogram call was made from a subprogram after the subprogram called by the external device subprogram call. |
| PS0081 | EXT DEVICE SUB PROGRAM CALL MODEERROR | The external device subprogram call is not possible in this mode. |
| PS0090 | DUPLICATE NC, MACRO STATEMENT | An NC statement and macro statement were specified in the same block. |
| PS0091 | DUPLICATE SUB–CALL WORD | More than one subprogram call instruction was specified in the same block. |
| PS0092 | DUPLICATE MACRO–CALL WORD | More than one macro call instruction was specified in the same block. |
| PS0093 | DUPLICATE NC–WORD & M99 | An address other than O, N, P or L was specified in the same block as M99 during the macro modal call state. |
| PS0094 | USE ’G’ AS ARGUMENT | Address G was used as the argument of a custom macro call. Address G can be used as the argument in individual block call (G66.1). |
| PS0095 | TOO MANY TYPE–2 ARGUMENT | More than ten sets of I, J and K arguments were specified in the type–II arguments (A, B, C, I, J, K, I, J, K, …) for custom macros. |
| PS0096 | ILLEGAL VARIABLE NAME | An illegal variable name was specified.A code that cannot be specified as a variable name was specified. [#_OFSxx] does not match the tool offset memory option configuration. |
| PS0097 | TOO LONG VARIABLE NAME | The specified variable name is too long. |
| PS0098 | NO VARIABLE NAME | The specified variable name cannot be used as it is not registered. |
| PS0099 | ILLLEGAL SUFFIX [ ] | A suffix was not specified to a variable name that required a suffix enclosed by [ ].A suffix was specified to a variable name that did not require a suffix enclosed by [ ].The value enclosed by the specified [ ] was out of range. |
| PS0100 | CANCEL WITHOUT MODAL CALL | Call mode cancel (G67) was specified even though macro continuous–state call mode (G66) was not in effect. |
| PS0101 | ILLEGAL CNC STATEMENT IRT. | An interrupt was made in a state where a custom macro interrupt containing a move instruction could not be executed. |
| PS0110 | OVERFLOW: INTEGER | An integer went out of range during arithmetic calculations. |
| PS0111 | OVERFLOW: FLOATING | A decimal point (floating point number format data) went out of range during arithmetic calculations. |
| PS0112 | ZERO DIVIDE | An attempt was made to divide by zero in a custom macro. |
| PS0114 | VARIABLE NO. OUT OF RANGE | An illegal No. was specified in a local variable, common variable or a system variable in a custom macro.A non–existent custom macro variable No. was specified in the EGB axis skip function (G31.8), or there are not enough custom macro variables for storing the skip position. |
| PS0115 | READ PROTECTED VARIABLE | An attempt was made in a custom macro to use on the right side of an expression a variable that can only be used on the left side of an expression. |
Fanuc 15i Model B Alarm List:
| Number | Message | Contents |
| PS0116 | WRITE PROTECTED VARIABLE | An attempt was made in a custom macro to use on the left side of an expression a variable that can only be used on the right side of an expression. |
| PS0118 | TOO MANY BRACKET NESTING | Too many brackets “[ ]” were nested in a custom macro. The nesting level including function brackets is 5. |
| PS0119 | ARGUMENT VALUE OUT OF RANGE | The value of an argument in a custom macro function is out of range. |
| PS0120 | ILLEGAL ARGUMENT FORMAT | The specified argument in the argument function (ATAN, POW) is in error. |
| PS0121 | TOO MANY SUB,MACRO NESTING | The total number of subprogram and macro calls exceeds the permissible range.Another subprogram call was executed during an external memory subprogram call. |
| PS0122 | TOO MANY MACRO NESTING | Too many macro calls were nested in a custom macro. The nesting level is 5. |
| PS0123 | MISSING END STATEMENT | The END instruction corresponding to the DO instruction was missing in a custom macro. |
| PS0124 | MISSING DO STATEMENT | The DO instruction corresponding to the END instruction was missing in a custom macro. |
| PS0125 | ILLEGAL EXPRESSION FORMAT | The format used in an expression in a custom macro statement is in error. The parameter tape format is in error. |
| PS0126 | ILLEGAL LOOP NUMBER | DO and END Nos. in a custom macro are in error, or exceed the permissible range (valid range: 1 to 3). |
| PS0128 | SEQUENCE NUMBER OUT OF RANGE | The jump destination sequence No. in a custom macro statement GOTO instruction was out of range (valid range: 1 to 99999999). |
| PS0131 | MISSING OPEN BRACKET | The number of left brackets ([) is less than the number of right brackets (]) in a custom macro statement. |
| PS0132 | MISSING CLOSE BRACKET | The number of right brackets (]) is less than the number of left brackets ([) in a custom macro statement. |
| PS0133 | MISSING ‘=’ | An equal sign (=) is missing in the arithmetic calculation instruction in a custom macro statement. |
| PS0134 | MISSING ‘,’ | A delimiter (,) is missing in a custom macro statement. |
| PS0135 | MACRO STATEMENT FORMAT ERROR | The format used in a macro statement in a custom macro is in error. |
| PS0137 | IF STATEMENT FORMAT ERROR | The format used in the IF statement in a custom macro is in error. |
| PS0138 | WHILE STATEMENT FORMAT ERROR | The format used in the WHILE statement in a custom macro is in error. |
| PS0139 | SETVN STATEMENT FORMAT ERROR | The format used in the SETVN statement in a custom macro is in error. |
| PS0141 | ILLEGAL CHARACTER IN VAR. NAME | The SETVN statement in a custom macro contacts a character that cannot be used in a variable name. |
| PS0142 | TOO LONG V–NAME (SETVN) | The variable name used in a SETVN statement in a custom macro exceeds 8 characters. |
| PS0143 | BPRNT/DPRNT STATEMENT FORMATERROR | The format used in the BPRINT statement or DPRINT statement is in error. |
| PS0144 | G10 FORMAT ERROR | The G10 L No. contains no relevant data input or corresponding option. Data setting address P or R is not specified.An address not relating to the data setting is specified. Which address to specify varies according to the L No.The sign, decimal point or range of the specified address are in error. |